 材料为14~40mm等不同板厚的钢板,主要分为明管段和埋管段。明管段的总长为2234m,板厚为14~38mm;洞内钢管分别由上平段、竖井段以及下平段组成,总长度为1957m,板壁厚度为14~40mm。另外,该工程所采用的压力钢管标准节长度为2.5m,钢管出厂前在工厂内拼装成为2节一组,即长度为5m的钢管,明管段的钢管可以根据不同情况进行拼装,所采用的压力钢管共有1768节。
材料为14~40mm等不同板厚的钢板,主要分为明管段和埋管段。明管段的总长为2234m,板厚为14~38mm;洞内钢管分别由上平段、竖井段以及下平段组成,总长度为1957m,板壁厚度为14~40mm。另外,该工程所采用的压力钢管标准节长度为2.5m,钢管出厂前在工厂内拼装成为2节一组,即长度为5m的钢管,明管段的钢管可以根据不同情况进行拼装,所采用的压力钢管共有1768节。
2 制作工艺的选择及前期市场调研
2.1 施工工艺的选择
该工程作为一项国际性工程,其压力钢管制作工期为720个工作日,具有工期紧、任务重、质量要求较高的特点。由于施工现场包含明管段、竖井段以及暗管段等众多现场工作面,为保证各个工作面的同时施工,势必造成高水平的焊接技术人员分散,急需一套可行的制作工艺以便提升工程施工效率,达到降低施工成本的
目的。
作为压力钢管制作的重要工序,纵缝和环缝的焊接工作效率对压力钢管制作的整体施工进度有着重要的影响,但是当前大多数水电施工单位所采用的手工焊接工艺不能满足施工进度的要求,会对后续施工进度产生不良的影响,所以决定采用新型焊接设备——回旋式焊接操作中心进行压力钢管道的制作。
2.2 市场调研
在该工程的前期筹备工作中,筹备人员走访了行业内其他单位的施工现场,了解到济南某科技有限公司在多年的对焊接工艺和焊接方法的试验研究基础上,通过与国内外焊接协会的交流合作,改进出了一种新型的回旋式焊接操作中心设备,并已在国内外的大型船厂投入使用。经过与该工程的压力钢管制作要求对比分析,并在对其焊接试件的外形检查及超声波探伤检测基础上,认定其设备和方法满足该工程使用要求。
3 自动式回旋焊接中心在压力钢管制作中的应用
3.1 回旋式焊接中心工作原理
自动式回旋焊接中心是由自动焊机和一组滚轮架外加一台焊接设备和送丝小车共同组成的,其钢管放置在滚轮架之上并在滚轮架的驱动下进行环缝的焊接,或者在滚轮架固定不动的情况下,通过伸缩臂的伸缩作用进行纵缝的焊接处理,其主要是采用埋弧焊的焊接方式,并可以通过滚轮架和伸缩臂的变频调速,使钢管在速度稳定的情况下不会出现爬行现象,对焊接点起到了相对的稳定作用。
3.2 各部件组成及功能
3.2.1 伸缩臂:伸缩臂上安装有相应的齿条,通过安装在滑座上的齿轮带动伸缩臂在滑座上左右伸缩。
3.2.2 拖链:拖链的主要作用是对操作机控制箱和焊接电源机头位置的电缆进行约束处理,使线缆不致外露,并实现安全可靠和外形美观的效果。
3.2.3 立柱:立柱安装在回旋支撑上,并可以进行180°的正反旋转,其主要作用是在提升机构的作用下带动滑座和伸缩臂的上下升降。
3.2.4 滑座:滑座是完成伸缩臂和伸缩臂上下升降的主要部件。
3.2.5 伸缩臂提升减速机:伸缩臂提升减速机是指双极蜗轮蜗杆减速机,其具有较大的输出扭矩并具有良好的自锁性,主要作用是保证伸缩臂系统的升降稳定性。
3.2.6 安全爪:安全爪的主要作用是在突发情况下(比如链条断裂时)可以迅速翻起并紧扣在立柱圆孔中,从而防止伸缩臂的下落,起到对人员的安全保护作用。
3.2.7 链条:伸缩臂的升降主要是依靠链条的拉动作用来实现的,在进行链条的选择时应采用承载能力较高的优质链条。
通过以上对于自动式回旋焊接中心各部件组成和功能之间的分析,可以看出焊接中心是通过伸缩臂运动从而进行纵缝环缝焊接的,其具有速度稳定、无滑动、不易受外力影响等优点,只需要调整好适当的角度就能实现自动式焊接。另外,在焊接设备的前部安装有红外摄像头在焊接过程中通过红外线对焊缝的对准作用,引导焊头始终位于正常焊道内,并对存在的偏差运用手操器进行控制。在进行焊接的过程中,焊接的自动化程度相对较高,只需要一位熟练的操作人员和焊剂清理工人即可,不需要专业水平的焊接技术人员,所以其依赖性相对较小,并且有利于焊接成本的降低。
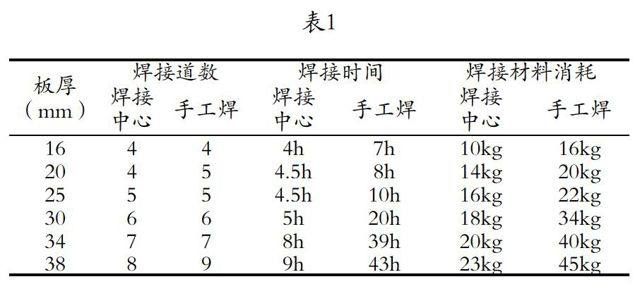
3.3 自动式回旋焊接中心和手工焊的参数对比
自动式回旋焊接中心和手工焊的参数对比如表1所示:
以上主要是在实施过程中的自动焊和手工焊之间关于环缝焊接的基本参数对比,通过参数对比分析和工程实践操作可以看出,在操作得当的情况下,咬边、夹渣以及气孔出现的情况极少,其外观一次通过率高达99%,在进行超声波探身时,自动式回旋焊接中心的通过率是95%,而手工焊接的通过率仅为75%。由此可见,自动焊接中心的焊接设备和焊接工艺具有相当大的优越性。自动焊接中心焊接工艺与设备的出现,很大程度上提高了钢管制作的质量,同时还能够节约成本。相信随着我国科学技术的发展,自动焊接中心焊接工艺会被不断完善,为我国制造业的发展做出更大的贡献。
4 结语
自动式回旋焊接中心凭借其焊接速度快、焊接外形美观、焊道宽以及焊接质量高的优点,在国内的大型船厂以及金属结构制作中得到了较为广泛的应用,但是其也有一定的缺陷,比如操作中心需要固定在相对坚固的地基上,同时过大的设备体积也限制了其使用范围的推广。相信随着施工水平和各种新型设备的研发的利用,自动式回旋焊接中心设备及技术方法将得到更大的进步,压力钢管制作水平也会得到进一步的提升。
参考文献
[1] 胡清阳.基于ATMEGA128的数字埋弧自动焊接中心控制系统设计[J].电焊机,2007,(12).
[2] 张伟.水利水电工程压力钢管制作技术[J].东北水利水电,2013,(5).
[3] 高祥云.钢管制作工艺中对自动焊接中心的应用[J].焊接技术,2013,27(2).
[4] 冯辉,刘云.压力钢管制作工艺及其焊接工艺介绍[J].自动化控制,2014,15(3).
[5] 高云飞,黄海.WDB620高强钢板焊接在高桥电站压力钢管中的应用[J].中国新技术新产品,2014,31(15).
作者简介:黄建生(1968-),江西省电力设备总厂工程师,研究方向:电力机械制造工艺及设计。
(责任编辑:周 琼)